团队负责人:
汪中厚,博士,博士后,教授,中国齿轮协会专家委员会委员、上海市金属切削技术协会第十届理事会副秘书长、中国机械工程学会机械传动分会齿轮专业第七届委员会委员,曾荣获“全国归侨侨眷先进个人”荣誉称号,荣获“上海市浦江人才计划”等荣誉称号。曾就职于美国的PTC公司,并担任技术咨询工程师。回国后,一直从事复杂齿面动力学、CAE技术应用等方面的研究,在国家自然科学基金、上海市教育委员会科研创新项目等的支持下,研究了基于真实齿面的螺旋锥齿轮振动激振力机理与预报研究、汽车螺旋锥齿轮减振降噪及优化设计技术、复杂机床整机参数化仿真系统建立及应用等相关技术,并将相关的研究成果应用于渐开线圆柱齿轮磨床设计及加工软件成套技术、膜片橡胶块联轴器的动态性能与温度场仿真分析、重型油缸的CAE仿真系统的开发与应用技术、轴承立式磨床拖板导轨面刚度仿真及优化等横向课题中。
目前,团队凝聚了多名骨干教师中,曾在日本京都大学、美国佐治亚理工学院、普渡大学、俄亥俄州立大学、英国约翰摩尔大学等国际知名学府合作研究,具备开阔的国际视野,近年来承担了国家自然科学基金在内的省部级项目、企业项目10余项。横跨领域包括航空航天、汽车、电子等,为企业及国家相关技术领域提供了高效、高质的技术解决方案。
团队成员 | |
姓名 | 研究方向 |
汪中厚 | 齿轮动力学、CAE技术、精密加工技术 |
姜晨 | 光学元件超精密加工与控制技术 |
江小辉 | 薄壁件精密加工工艺与装备、增材制造、CAE技术应用、残余应力预测及测试 |
周律 | 机器视觉技术、机器人技术 |
丁子珊 | 先进制造工艺与装备、磨削加工机理与工艺、磨削加工质量控制 |
郭淼现 | 机床结构动态性能分析与设计、机床振动信号测试与诊断、高速精密加工工艺与装备 |
一、高性能齿轮磨削技术及其应用
1、技术简介
针对目前国内成形磨齿机床在加工工艺软件设计方面的缺陷进行改善。自主开发了包括截形计算、齿轮常用数据库、随机测量、轴交角优化等系列功能的程序包,开发出高端齿轮成形磨齿机,掌握齿轮成套磨削的核心技术。

2、技术应用
(1)自主研制并开发出高端齿轮成形磨齿机,掌握齿轮成套磨削的核心技术;
(2)应用于冶金、矿山、船舶、化工、新能源、军工、航空航天等重型机械传动中高精度圆柱齿轮加工;
(3)已应用于汽车零部件、机床、工程机械等产品的齿轮设计加工中,取得良好效果。
二、齿轮动态性能的预测方法及其应用
1、技术简介
变速箱中齿轮的动态性能直接影响其承载能力和振动噪声,齿面接触斑点的分布区域和形状以及齿轮传动误差已经成为衡量齿轮副啮合性能的重要指标。为了能够准确预测误差齿面的动态性能,我们从理论以及实践方面对齿轮的动态性能进行了深入研究。

齿轮接触斑点及齿轮传动误差测量平台 准双曲面齿轮动态性能仿真专著
2、技术应用
(1)自主研制并掌握齿轮动态性能预测的相关软件;
(2)应用于高铁列车、高端数控装备、新能源领域、军工、航空航天、海洋装备等相关领域的齿轮动态性能预测;
(3)齿轮动态性能预测的成果已应用于汽车零部件、机床、工程机械等产品的齿轮设计加工中,并取得良好的应用效果,减少企业的研发成本。

齿轮接触斑点数字化 LTCA仿真结果 实际齿轮对滚实验结果
三、精密外圆磨削加工效率优化

(1)能够在线获得外圆磨削粗磨、半精磨、精磨各阶段工序的全局最优时间;
(2)传感器选择灵活,包括功率、电流、AE、力等,整套装置可集成至数控系统,也可开发成具有较强通用性的单独设备;
(3)可对任意原始加工参数进行优化,对所优化的加工条件(如机床等)不敏感,无需事前进行参数标定。

1、技术应用:
(1)脆硬性材料表面超精密修抛
(2)各类材料的复杂表面抛光(如零件表面微型槽、异性回转体等复杂构件抛光)
五、机械关键件CAE分析、设计控制技术及其应用
1、技术简介
对目前汽车、机床、航空航天等机械行业关键件的结构强度、加工质量控制的技术需求,基于有限元仿真CAE技术提出最佳解决方案,提高生产效率、降低企业成本,通过合理优化结构静动态特性、加工工艺参数等,提升结构部件的稳定性及质量。

壁件分析案例与实验
2、技术应用
(1)已完成大量企业案例的机械关键零部件结构静动态分析与优化(CAE技术);
(2)已实现机械关键件的加工、热处理及成型仿真分析,可以提高加工工艺效率,减小成本;
(3)成功应用于传统机械如机床、汽车、航空航天等关键零部件产品质量控制,并取得良好效果。
六、精密加工自适应对刀方法及其应用
1、技术简介
精密加工对刀是数控加工中的主要步骤,对刀的精度决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。为了能够准确高效的实现精密加工过程的自动对刀,我们从对刀过程中切削振动出发,我们从理论以及实践方面实现了对刀系统的精确化、可视化和程序化。
2、技术应用
(1)自主开发和集成自动对刀系统硬件,包括压电陶瓷传感器、放大电路和数据采集处理设备;
(1)应用于微细磨削、超精密铣削、数控切削等相关领域的加工工艺过程,保证了对刀的效果,同时大大降低了对刀的时间。
自适应对刀系统软件界面
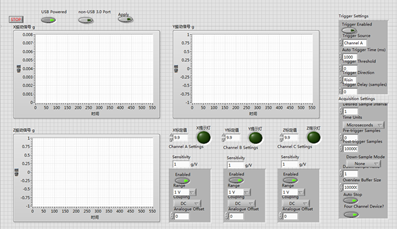
七、精密加工刀具-工件相对振动主动控制平台
1、技术简介
机床的振动最终都决定了刀具和工件的相对振动,是影响表面加工精度的主要因素之一,特别是加工过程中的振动控制决定了加工系统的稳定性。其中加工的振动主要是高频的主轴振动,主要引起主轴和工件的相对振动,并通过动态力最终反映到动态性能的评价指标上。我们通过在工艺系统中增加主动控制单元,从而能够通过其产生的控制力来实现切削振动的主动抵消。

压电陶瓷位移装夹平台 主动控制系统
2、技术应用
(1)自主研制开发振动位移装夹平台和相关控制系统,实现控制软件的开发和应用。
(2)应用主动控制算法,将平台安装于机床工作台,并利用相应的仪器设备达到主动控制的目的。其用到的仪器及设备主要包括:位移传感器,磁力表座,电脑,机床,主动减振平台,压电陶瓷功放,数据采集卡等。
(3)利用设计的算法和振动控制平台,结合相关的实验设备进行相关的减振应用,成功实现微细磨削和铣削的相对振动位移控制和衰减。
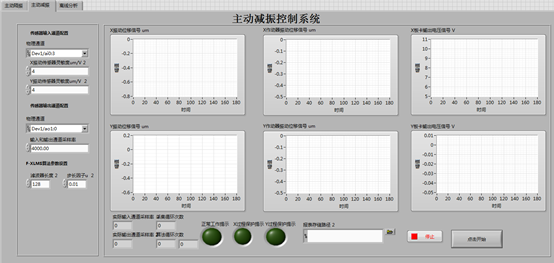
动控制系统软件界面
版权所有:beat365(中国)唯一正版app网站-appstore
地址:上海市军工路516号